- 您的位置:
- 首页>>
- 技术支持>>
- 说明书库>>
- NYL—300型压力试验机使用说明书
- NYL—300型压力试验机使用说明书
-
11-20
1152 阅读
1 点赞
0 回复
一.用途
NYL—300型压力试验机供测定水泥、砖及石块等建筑材料抗压强度之用。最大载荷300kN。 本机示值分度小、活塞行程大、工作适应性强,而且结构紧凑、造型新颖、操作简便。配上合适的抗折夹具后也可作混凝土等材料的抗折强度实验
二.技术参数
1.最大试验力 300kN
2. 测量范围 0~60kN
0~150kN
0~300kN3.
度盘分度值 0~60kN时 0.2kN/格
0~150kN时 0.5kN/格
0~300kN时 1kN/格
4.承压板间净距 280mm
5.承压板直径 ф150mm
6.活塞直径×最大行程 (φ125×120)mm
7.油液最高压力 25MPa
8.示值相对误差 ±1%
9.电机功率 0.8kW
10.外形尺寸(长×宽×高) (1050×640×1500) mm
11.活塞的最大上升速度 62 mm / min
12.净重 800kg
13.毛重 880kg (木箱)
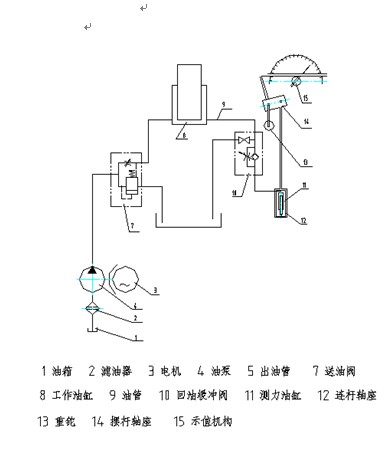
三、构造本机由机架、测力、示值、油泵、送油及回油阀等部件组成,各部件均安装于一个座箱上构成一个整体。
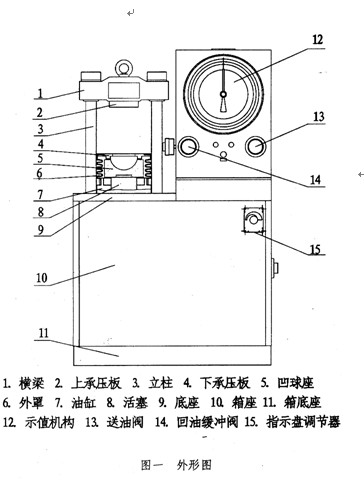
1. 机架部分
如图(一)所示,底座(9)与横梁(1)借两根立柱(3)连成一个固定整体,横梁腹部装有上压力板(2),它不能调节上下。而固定在底座上的工作油缸(7)其活塞(8)可上升(120~130)mm,当活塞上升时,为防止粉尘进入油缸而备有防护罩(6)。当试件通过抗压夹具放在下压力板(4)上时,下压力板的底部具有球面与凹球座(5)接触,因此,可以自动调整上下压力板的平行,使试件受力均匀。
工作油缸与工作活塞是精密偶件,在油缸的内壁上部嵌有复合密封圈(微量溢油是允许的,油缸壁上专门设有溢油通道),这种结构可以使工作油缸与活塞之间的摩擦减少到极小限度,从而保证了试验机的精度。
上、下压力板均经热处理后磨平,下压力板的圆刻线直径ф101是帮助操作者放置试件及抗压夹具时对准中心。
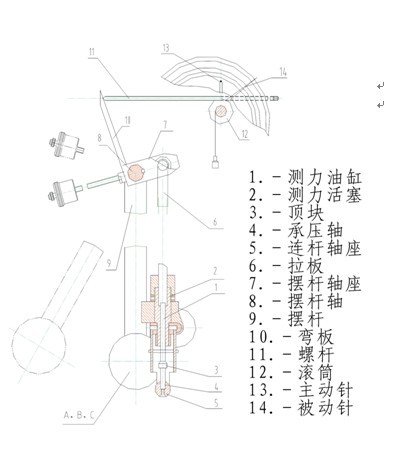
2.测力机构(图三)
本机采用的液压摆锤测力机构,它与示值机构一起组成测力系统。它通过测力油缸(1)和测力活塞(2)来进行测力。当工作油缸的压力油进入测力油缸时,推动测力活塞下移,此时顶块(3),承压轴(4)及连杆轴座(5)一起被推动而下移,再经两条拉扳(6)使摆杆轴座(7)产生转动,因而装在摆杆轴(8)上的摆杆(9)也被扬起产生转角。摆杆轴上产生的扭力矩将由摆杆末端的重铊(A、B、C)予以平衡。而当摆杆轴座转动的同时,通过弯板(10)推动螺杆(11)横行,这时螺杆带动示值机构的滚筒(12)旋转,指针便在度盘上指示出一定的数值。由于螺杆横行的距离与压力机之载荷是成正比,所以刻度盘是等分的。
示值机构的度盘分三种量程,即0~60kN,0~150kN和0~300kN,并分别使用A铊、A+B铊和A+B+C铊与之相匹配,在三种量程中指针满度时,摆杆带动相匹配的重铊分别扬起转角均为40°。
示值机构封闭在玻璃罩内,三种量程均刻在一个度盘上,分内、中、外三圈,并标有数字,刻线之间均有适当的距离,可以估计到最小格子的五分之一。度盘上有两根指针,一个为主动针(13),另一根为被动针(14),两根指针随着载荷的增加而沿顺时针方向转动。当试验负荷达最大值后卸载时,主动针随即回到零位,而被动针则停留在原负荷值上,以便试验人员读出准确的数值。被动指针可以用玻璃罩外的手柄拨回零位。
示值机构内附有加载速度指示装置(如图七所示),它由一个伺服电机带动一个指示盘(4)电机的转速可通过调整调节器(3)的转盘使伺服电机改变转速,从而可使指示盘获得不同的转速。例如:可调至0.48r/min、0.24r/min等各种稳定转速。当试验机在300kN量程内、指示盘为0.48r/min,加载时指针与指示盘同步,则表示加载速度为2.4kN/s,当指示盘为0.24r/min时,加载时指示针与指示盘同步,则表明加载速度为1.2kN/s,以此类推。若要求各种加载速度均可将指示盘手轮调整到适当位置。试验机示值相对误差在每级测力计载荷的20%以上时为±1%。
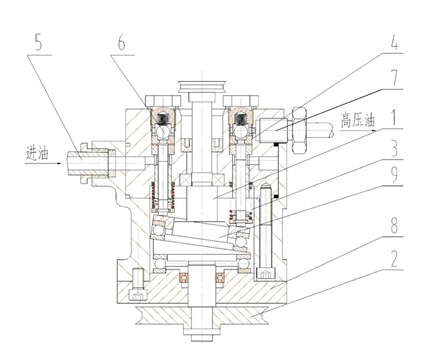
3.五柱油泵(图三)
本机采用的7mm柱塞轴向高压油泵,它由电机通过三角皮带传动,工作平稳而无噪声,油泵体内的柱塞与柱塞套均采用优质合金钢并经热处理和精密研磨制成,其配合面具有相当高的质量,性能良好工作效率较高。
油泵主轴(1)由三角带轮(2)带动旋转,在圆周方向分布有五根轴向柱塞(3),分别借弹簧的压力使柱塞贴紧于主轴的斜盘(9)上,柱塞分别与五个柱塞套(4)相结合,当柱塞 随斜盘作往复运动时,完成吸油和排油动作。吸油是由装在箱座内的油箱经过油管、滤油器再经过进油口(5)进入柱塞套空腔。此时油泵单向阀的滚珠(6)贴紧阀门而当油腔吸满油后柱塞被斜盘推回,首先是堵住进油口(7)然后压缩油液使之产生高压,推开单向阀排出高压油。
油箱安放于箱座内,其储油量较大,所以,即使试验机处于较长时间工作,也不致使油液温升过高而影响测力精度,油箱的油量可通过油窗进行观察。
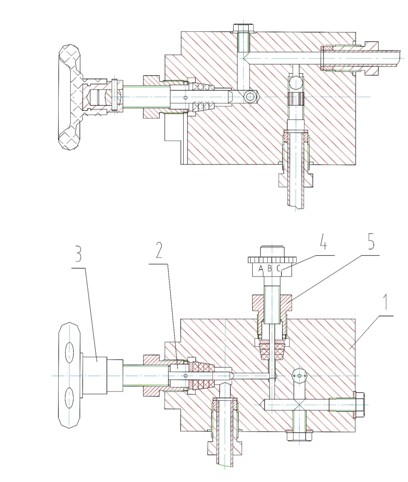
4.送油阀(图四)
送油阀是一个分路式流量调节阀,它是一个可变节流器和一个定差减压阀并联组成。进油口接通油泵,当旋转手柄(16)时,带动送油阀芯(11)可使阀门缓慢地打开,此时油泵所供之压力油通过阀门经过油管(23)送至工作油缸,流量大小可以调节。当送油阀芯(11)左移时油门小,甚至完全关闭送油阀时,油泵所供之油在送油阀腔内推动减压阀芯(10)左移到回油管(24)位置时,使压力油与三通阀接通,压力油即经油管(24)经单向阀进工作缸或经卸荷阀流回油箱。由于减压阀芯(10)的左端弹簧压力使之关闭回油管路,只有当阀芯右端的油压超过一定限度时才能打开回路。
在调节送油速度时,应严密注意指针的转动应与事先调整好的指示盘转速一致。
5.回油缓冲阀(图五)
回油缓冲阀由一个卸荷开关和一个回油节流阀组成,其目的是卸除载荷及使工作油缸的油回到油箱,而测力缸的回油必须经节流阀获得缓回。其用途是当试件压碎后,工作油缸油压迅速下降,此时操作人员即打开回油阀卸荷。测力缸中的高压油也将通过回油缸流回油箱, 但因工作油缸与测力油缸之间设有单向阀,使测力缸的压力油不能倒流回工作油缸,也不能通过卸荷阀回油, 它必须通过一个节流阀缓慢地流向油箱, 这就防止摆杆及重铊猛然回落造成强烈的冲击。缓冲阀的手柄露出在测力箱体的左侧,它可分别按A、B、C三种位置预先调整好。
6.液压传动系统(附图六)原理
油箱(1)内的油经滤油器(2)被吸入油泵(4)经出油管(5)送至送油阀(7)。 当送油阀打开时, 压力油送入工作油缸(8)内,可使柱塞式油缸内的活塞升起,油缸内腔通过油管(9)与回油缓冲阀(10)相连,油缸内的压力油单向地流向测力油缸(11),从而带动拉板、摆杆轴等测力机构示值(15)示值,当工作油缸负荷突然消失时打开回油阀开关,此时,工作油缸即卸荷,而测力油缸之压力油必须流经具有阻尼作用的节流阀达到缓回油的目的。液压系统各部可能会出现的少量溢油滴入底座的油池内暂存并可定期从背后面的放油孔放出。
四.试验机使用操作方法
1.度盘选用:
试验人员在作试验前应对试件最大载荷有所估计, 以便选用相应的测量范围,才能得到准确的数据。例如:某试件估计最大载荷不超过50kN的就应选用60kN的量程,而不用150kN用300kN的量程,如估计试件最大载荷不超120kN的就应选用150kN的量程而不选取用300kN的量程,这样是为了保证试验结果数据更能准确。选用某一个测量范围时,相应的调整缓冲阀的手柄对准相应的测量范围的刻线,同时将指示盘调整到适当速度。
2.摆锤悬挂
本试验机采用摆锤形式,根据测量范围的不同而悬挂不同的铊。本试验机有三个量程按圆周等级分布在同一个度盘上。铊共有三个,分别刻A、B、C字样,A铊固定在摆杆上,不用拆下。试验时A铊用于量程为0~60kN,A+B铊用于0~150kN,A+B+C铊用于0~300kN的量程。
3.指针零点的调整及平衡铊的调节:
作试验之前一定要将指针调到零位,调整的方法是:开动油泵并送油,使活塞上升一段距离约5~10mm,然后转动齿条使指针对准零线。当指针对准零点时,摆锤应处于铅垂位置,若不处于铅垂则应调节平衡铊,使之与刻线对准。
4.送油阀与回油阀的操作:
在操作送油阀前先将加载速度指示装置开启,并迅速将调节器旋到适当位置,使指 示盘保持一定的转速。例如在300kN量程上欲采用2400N/s的加载速度应调整到0.48r/min。又如在60kN量程上欲望采用2400N/s加载速度则应高速调整到2.4r/min(转速均用秒表测定)。调整好指示盘转速后保持不变。
为了使油泵输出的油很快地进入油缸,快速升起活塞以减少辅助时间,开始时送油阀可以开得大一些。当试件开始加载时应注意操纵送油阀手柄,根据试件的加载速度调节送油阀,即指针运动应与指示盘保持同步,尤其是接近破型力值时更应保持严格同步,不应使加荷速度大于或低于指示盘,以免影响试验的准确性。试件被破碎后,慢慢地旋开回油阀,使油缸内的油回到油箱。此时摆锤徐徐落下,度盘的主动针回到零位。但应注意不必将油缸内的液压油全部放完使工作活塞下落太低,只要能容纳下一次试件顺利安置即可,待下次试件放妥后,即关上回油阀,工作活塞即上升并保持原速度加荷。
五、试验操作
1. 根据试件选用量程范围,挂好铊并对准刻线。
2. 调整缓冲阀使之与量程范围相适应。
3. 转动总开关接通电源(此时红灯亮)。
4. 开动油缸电动机,(即按下绿色指示灯按钮,此时绿色指示灯亮)。拧开送油阀使活塞上升一段,然后调指针对零后停止油泵电动机(按下红色按钮)。
5. 启动加载速度指示器电机,并迅速调到适当的位置,此时指示盘保持一定的速度旋转(用秒表测定)。例如,如果加载速度为2.4KN/s,量程为0-300KN时,指示盘转速为0.48 r/min。
6. 放好试件。
7. 启动油泵电机(此时绿灯亮),迅速将送油阀手柄调到相应位置,应保持试件加荷时指针与指示盘同步旋转,直至试件被压碎,关闭送油阀,并停止油泵电机和加载速度指示器电机。
8. 记录试验数值。
9. 打开回油阀,然后拨回从动针。
10. 关闭加载速度指示器旋钮(注意不必转动指示盘调节器)。
11. 清除被压碎的试件。
注意:倘若试件破型时出现严重爆裂声,可将附件垫块加于下压板上减少活塞上升高度,爆破声即可改善。
六、安装、试车、保养
1. 试验机应安装在清洁、干燥、温度均匀,周围无震动,无腐蚀性气体影响的房子里。
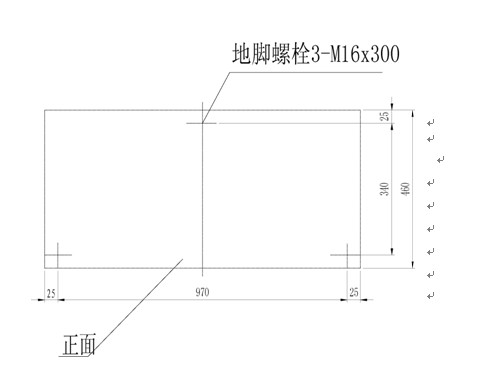
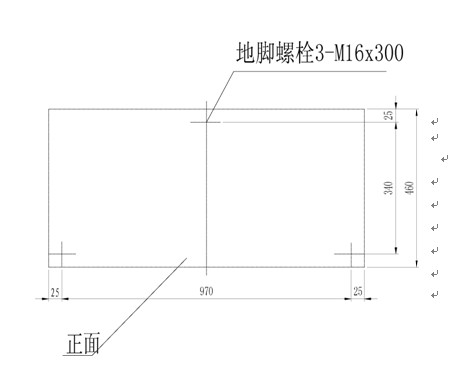
2. 安装地点应位置适当,便于操作和维护保养。安装地基应牢固可靠,地脚螺钉应对准底座。(图九)
3. 机体的水平调试方法:
用0.10/1000方水平仪测量工作缸台面,找纵横水平至±1格,若超出±1格,可在底座下面加垫铁校正,拧紧地脚螺母。
4. 摆杆垂直的调整方法:
在摆杆上挂上A、B、C铊,开动油泵电机运转2~5分钟后,排除油管及油泵内残存气体,关闭回油阀,打开送油阀,使活塞上升10~20mm,关闭送油阀(油泵电机继续运转)并在打开上箱盖、旋开送油阀下方截止阀的情况下,检查摆杆刻线是否与挡架对准刻线对齐,否则可拧平衡铊进行调整。然后逐一取下摆铊,同时视对准刻线对准情况进行调整,反复多次至调好,调整完毕后将锁紧螺母锁住平衡锤,以防使用时失去平衡。
5.刻度盘指针的调整方法:
试验操作开始前指针必须对准“0”位,若不在“0 ”位则可用右手徐徐旋转齿条,直到调准为止。
6.试车前请将捆绑指针弦线(刻度盘后)的铁丝取掉,并调整指针零位。
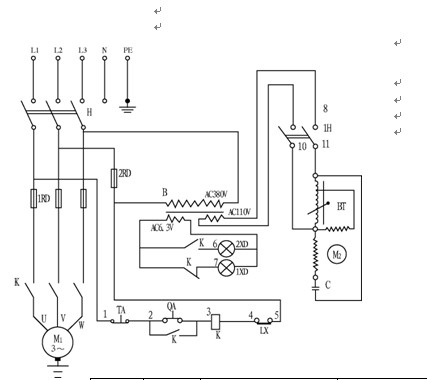
7.电器说明(图八)
电源为三相50Hz交流380V,组合开关H是电源总开关。将组合开关转到闭合位置时,红色信号灯2XD亮,指示电源已接通。按下控制按钮QA中的绿色按钮,则红色信号灯熄灭,绿色信号灯1XD亮,指示油泵电机M1已开始工作。此时应检查油泵主轴运转方向是否与箭头一致,否则应予纠正。顺时针旋转旋钮1H则接通加载速度指示器电机之电源,再徐徐旋动指示盘调节器。此时,加载速度指示盘开始沿顺时针方向旋转,否则应予纠正。然后将回油阀关闭送油阀打开,压力开始上升。当压力达到最大值时,由拉板上的触头按下限位开关LX将交流接触器K线圈电源切断,油泵电机即停止工作。若要人为停止工作,可按红色按钮TA或切断总电源。
300kN量程时欲用2.4kN/s加载应将指示盘调整至0.48 r/min。
150kN量程时欲用2.4kN/s加载应将指示盘调整至0.96 r/min。
60kN量程时欲用2.4kN/s加载应将指示盘调整至2.4 r/min。
若用户使用的电源带触保器(三相四线)应将机器内零线与外壳的连线断开并将零线接至触保器的零线端子。
若用户使用的电源带触保器(三相五线)应将机器内零线与外壳的连线断开并将零线和地线 分别接至触保器上对应的端子。
8.灌油与放油:
由于气候变化,所用油料略有不同,现将用油规格推荐如下:
当环境温度为15±5 ℃时建议采用GB443—84 N68。
当环境温度为25±5 ℃时建议采用GB443—84 N100。
打开后门一次灌入油量约15kg(灌油时以外侧面油标为准)。放油时可拧开侧面的油塞即可。使用时如发现油液混浊时即予更换,同时对油箱进行一次清洗。可以倒入煤油至油箱中然后放出,如此重复几次,并用毛巾揩清箱底。
9.机体内外要经常保持清洁,对无保护表面应经常涂油防锈,不使用时应用机罩罩起来。
10.维护保养时应切断电源,以防意外事故。
七.故障及其排除方法
序号
现 象
原 因
排 除 方 法
1
油泵不出油
(1) 油泵内有空气;
(2) 滤油器阻塞;
(3) 出油阀座不吻合,钢球及球座有划痕毛刺。
(1) 打开油泵高压出油管接头进行排气;
(2) 清洗,排出油泵内空气;
(3) 更换或修复相应零件。
2
油泵输油不稳定(指针可见停滞往复抖动)
(1) 油液粘度太小(过稀)或太脏;
(2) 油路内有空气;
(3) 送油阀活塞与其衬套间有脏物或已拉毛;
(4) 有漏油处。
(1) 更换适宜粘度的清洁油;
(2) 排除油路内空气,使活塞上升一段距离后,打开回油阀即可;
(3) 清洗、研磨已拉毛零件;
(4) 找出漏油处给予排除。
3
油压脉动(送油阀的回油管回油出现断断续续,负荷示值检定时标准测力机指针抖动)
(1) 油泵内有空气;
(2) 油液粘度太小(过稀);
(3) 送油阀节流针间隙过大;
(4) 油泵内有脏物;
(5) 出油阀座不吻合,钢球及球座有划痕毛刺。
(1) 排除空气;
(2) 更换合适的油液;
(3) 减少节流针间隙;
(4) 清洗油泵;
(5) 更换或修复相应零件。
4
油压打不到最大负荷
(1) 送油阀活塞与衬套太紧或有脏物;
(2) 送油阀弹簧弹力太小;
(3) 有大漏油处;
(4) 送油阀活塞前端漏油;
(5) 油管接头漏油;
(6) 工作活塞间隙太大;
(7) 回油阀针阀口不吻合。
(1) 清洗或研磨相应零件;
(2) 在弹簧端面加垫圈或更换弹簧;
(3) 消除漏油;
(4) 拧紧螺套;
(5) 更换垫圈后拧紧;
(6) 略加大油液粘度,或更换活塞;
(7) 把回油阀加以研合。
5
卸荷后指针不回零
(1) 齿条被卡死;
(2) 摆杆回落太快使齿条从滚轮中跳出。
(1) 调整弹簧片;
(2) 重新啮合齿条;
(3) 旋转齿条调零。
6
摆杆在试件破坏后回落太快造成冲击
(1) 油粘度太小(过稀);
(2) 缓冲阀锥面与阀口间隙太大。
(1) 更换粘度适宜的油液;
(2) 重新调整间隙或修正缓冲阀及螺母螺纹。
7
摆铊回落太慢
(1) 油液粘度太大;
(2) 缓冲阀锥面与阀口间隙太小。
(1) 更换合适的油液;
(2) 重新调整间隙。
8
开动油泵,工作后指针来回摆动
测力活塞下端与顶块位置未对准。
纠正位置。
9
示值误差超差
(1) 测力油缸与测力活塞摩擦力过大,有污物、锈蚀拉毛,产生负值;
(2) 工作油缸与工作活塞摩擦力过大,有污物、锈蚀拉毛,产生正值。
(1) 清洗、除锈、研磨;
(2) 同上。
10
度盘示值不稳定,在多次试压中误差方向多变
(1) 立柱上下之螺母未拧紧;
(2) 球座吻合不良。
(1) 拧紧之;
(2) 对研球座。
11
水泥试件受压后成单面破坏
球座吻合不良。
对研球座。
12
试件破型时爆烈声太大
(1) 油缸间隙过大;
(2) 活塞上升过高。
加垫块减少工作活塞上升高度。

图五 回油缓冲阀

15
LX
行程开关
LX5-11
1
14
2XD
信号灯
红色
1
附于TA按钮上
13
1XD
信号灯
绿色
1
附于QA按钮上
12
H
组合开关
HZ10-10/3
1
11
1H
按钮
LA18-22X2
1
10
QA
按钮
LA19-11D
1
绿色
9
TA
按钮
LA19-110
1
红色
8
2RD
螺旋式熔断器
RL1-15/2
1
7
1RD
螺旋式熔断器
RL1-15/5
3
6
B
变压器
BKZ-25
1
AC380V/AC110V、AC6.3V
5
BT
调压变压器
TDBC-0.2
1
4
C
电容
CJ41
1
3
K
变流接触器
CJ0
1
2
M2
变流伺服电机
SD-45
1
1
M1
三相异步电动机
Y802-4 0.75KW
1
序号
代 号
名 称
型号及规格
数 量
备 注
-
关键字:
-
点赞
收藏
- TYE-2000B型压力试验机使用说明书
01-18 阅读6469 - 水泥稠度凝结时间测定仪(维卡仪)使用说明
10-31 阅读5544 - NLD-3型水泥胶砂流动度测定仪使用说明书
02-03 阅读5346 - TYE-300型压力试验机说明书
01-15 阅读5243 - WE-600B型液压式万能试验机使用说明
03-07 阅读5128 - DKZ-5000型电动抗折试验机使用说明书
01-15 阅读4725 - 查看更多 >

在线客服

客服2:
工作时间
周一至周五:8:30-16:30
电话1:0510-82711289
电话2:0510-85191518
传真:0510-85191517
微信:13861861355
邮箱:wxjy17@163.com